Bal-tec™ Home Fast C.M.M. Evaluation Using Corner Diagonals
Fast C.M.M. Evaluation Using Corner Diagonals
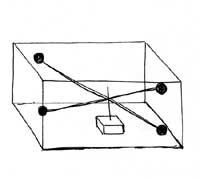
Ninety one percent (91%) of potential C.M.M. errors can be evaluated in just 12 minutes using only measurements made of the corner diagonals of the Coordinate Measuring Machine. Use the longest Ball Bar (dumbbell) possible. Place the Ball Bar (dumbbell) at a steep angle and point it between one set of body diagonals. Record the measured length. Reverse the Ball Bar (dumbbell) 180 degrees and measure it again.
Now point the Ball Bar (dumbbell) at the other body diagonal and measure it. Now reverse it 180 degrees and measure it for the forth time. Subtract the shortest measurement form the longest measurement and you will get a tell tale evaluation of your machine’s performance. These measurements will not tell you where the problems are, or exactly how bad they are; but they will tell you when you have problems. If the news is not good, you can now use this same Ball Bar (dumbbell) to determine what is specifically wrong with your machine. It will tell you exactly where the problems are and exactly how bad they are.
Test Probe Evaluation
Problems with the proper function of the test probe accounts for the majority of problems with C.M.M.s. A Ball Bar (dumbbell) can be used for this test; but a short stiffer probe calibration sphere will do the job better. Use a sturdy probe calibration device with at least two matched balls at angles to each other. Make at least twelve hits on one of the balls to characterize the probe. Now measure the other ball which is placed at an angle to the first ball. The two balls should measure exactly the same diameter. If this measurement doesn’t check out, the most common, non serious, problems with the probe are loose mechanical connections or a bad electrical connection. Substitute a new probe tip that isn’t worn directly into the probe (without any adaptors or extensions) and reevaluate the probe.
Disconnect the electrical connection of the probe and spray some electrical contact cleaner on both contacts. Connect and disconnect the connection several times and recheck the balls. If the problem persists, wiggle the wires going from the probe, (if there are wires) to the machine. If the probe still doesn’t check out, it may require factory repair.
Squareness Errors
The next most common problems with C.M.M.’s are squareness errors. The longest axis of the coordinate measuring machine is usually designated the “X” axis.
Incline the Ball Bar (dumbbell) at an angle of 30°- 45° and place it at roughly right angles to the X axis, then measure it. (See Figure #1.).
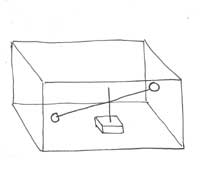
Next reverse the Ball Bar (dumbbell) 180 degrees and measure it again (See Figure #2.). The two measurements should be exactly the same. Any difference in the two readings is the error in the squareness of the “Z” (up and down) to the “X” (back and forth) axis of the machine.
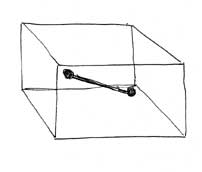
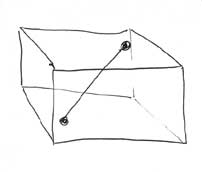
Now turn the Ball Bar (dumbbell) 90 degrees, so that it is included at right angles to the “Y” axis (the forward and back axis) of the machine and measure it (See Figure #3.). Use the same 180 degrees reversal technique and measure it again (See Figure #4.). Just as with the X axis you have accurately measured the squareness of the “Z” axis (up and down) to the “Y” axis (in and out).
Set the Ball Bar (dumbbell) approximately horizontal and point the Ball Bar to a body diagonal and measure it. Now point the horizontal Ball Bar (dumbbell) to the other body diagonal and remeasure it. You have just measured the squareness of the “X” axis (back and forth) to the “Y” axis (in and out).
Scale Errors
Except for malfunction of the temperature sensors, scale errors are few and far between. If you measure the length of the Ball Bar (dumbbell) held horizontal along the “X” axis and along the “Y” axis. Now place it vertical in line with the “Z” axis and make the third measurement, and you have all of the data to make your evaluation of the scales. You can identify the malfunction of any one of the scales by comparing the difference of one particular scale with the other two. It would be a peculiar situation indeed, where all three scales would be off the exact same amount, in exactly the same direction. The Ball Bar (dumbbell), even though the exact length is not calibrated, will indicate a scale error. A good point here would be to look at paragraph 4.6 of the ANSI-B89.4.1-1997 which says that you should measure the length of one gage block.
Archival Ball Bar
A Ball Bar (dumbbell) can become an archival standard if the ball center to ball center is accurately calibrated. If this approach is taken, you should use at least two calibrated Ball Bars (dumbbell). This is to guard against unreported damage and unauthorized crazy glue repair by a calibration technician. The scenario goes like this; the Ball Bar (dumbbell) is dropped, the ball shears off the Ball Bar (dumbbell) and bounces across the C.M.M. table then rolls across the floor. The calibration technician picks it up, applies a little crazy glue and goes right back to measuring. You are fighting human nature if you think this won’t eventually happen. You develop a protocol that requires periodic documentation of both Ball Bar (dumbbell) lengths.
Z-Axis Roll
“Z” axis roll is a subtle problem that can be quickly evaluated with a Ball Bar (dumbbell). Old machines are more often offenders as this problem is very minor consequence accept when using compound probes with horizontal probes tips which, is a more up to data approach. To check “Z” axis roll measure a Ball Bar (dumbbell) placed parallel to the “X” axis over on one side of the table with a horizontal probe and then measure it with a Ball Bar (dumbbell) place in the other side of the machine. This can be repeated at 90 degrees to the first check.
The sad thing about “Z” axis roll, is that there isn’t a lot that you can do, to correct this error, accept to reduce the bearing gap. It is an intrinsic error characteristic of individual machine’s design.
Straightness Errors
Straightness evaluation with the Ball Bar (dumbbell) has been a controversial subject until the advent of the virtual C.M.M. A program was completed at NIST where 1000 theoretical straightness errors of every possible form were programmed into the computerized model and every single straightness error was detected by the Ball Bar (dumbbell).
By using a short and long Ball Bar (dumbbell) for the evaluation of straightness, perturbations along an individual axis will show up more vividly. For more information, see "How to Choose the Right Ball Bar (Dumbbell) for your Application."